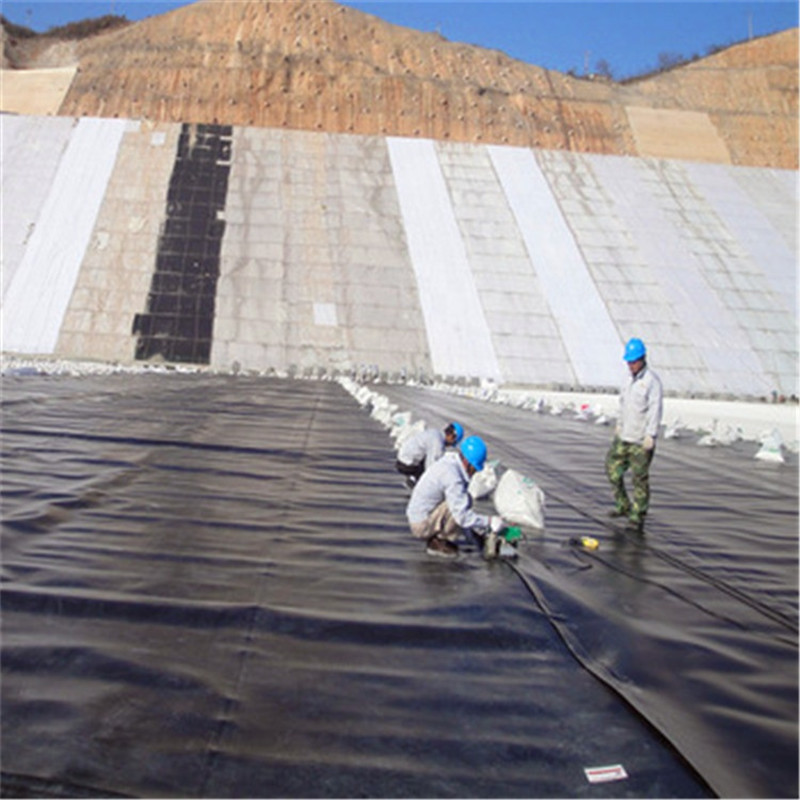
HDPE土工膜施工焊接主要有两种方法:双轨热熔焊接和单轨挤出焊接。双轨焊机焊接工序分为:调节加热、定速恒温、搭接检查、启动焊接四道工序。手提焊枪(单轨焊机)焊接一般也按四道工序进行:搭接检查、热粘、打毛、焊接。从而使相邻两层防渗膜搭接边经过电热楔加热后经过焊接压轮,在传动压轮的压力作用下,两层防渗膜紧紧粘接在一起。
HDPE土工膜开始焊接时,必须先制作试件,并对试件进行拉力测试,试件合格后才准许正式焊接。试件上需标明时间和环境温度。试焊至少不得少于两次,一次在开始工作前,一次在进行中间时段进行;在机器突然停电停机或因为焊接出现质量问题等突发情况时, 要求重新设定机器试焊。一旦试焊通过,则要求在同样的状况下不再改变机器走机的温度,速度等。如果试焊样品检测失败,则必须重复试焊,直至试焊样品通过测试。
HDPE土工膜施工注意事项:
HDPE土工膜顺坡长方向铺设,斜坡上不得有水平接缝;
焊缝为平衡于垂直式坡度线不应与水平式斜坡相交;
水平接缝与坡脚和存有高压力地方的距离须大于1.5米;
焊接前必须将膜表面的油脂、湿气、灰尘、污物碎片清理干净。
焊接部位不得有划伤、污点、水分、灰尘及其它妨碍焊接和影响施工质量的杂质;
焊接处需要打磨时,其宽度应和焊缝宽度一致,打磨后的表面必须保持清洁,遇有污物时,要用干净的棉纱擦拭后再焊,必要时应重新打磨,切忌用手擦拭;
焊接的温度、速度和压力必须经过实验和检测后确定;
当环境温度高于40℃或底于-3℃时应该停止焊接;
焊条必须与膜材料一致;
HDPE土工膜焊接接缝搭接长度不少于100mm;
焊接处的厚度不得少于膜厚度的1.5倍;
焊接质量的检测标准执行相应的产品质量标准,但不得低于国标要求;
采用单轨焊缝焊接时紧靠两层土工膜的结合部位必须打磨,否则影响焊接质量;禁止有与高温造成的未使用过的挤出焊焊条(粒)与土工膜和任何其他土工织物层粘连;
焊缝处位于上层土工膜的边缘应打磨成45°的倾角,以提高焊缝的焊接质量;
褶皱部分的边缘,剪去裂痕的皱纹以保证平坦重叠。挤压焊接裂纹或皱纹切除部分时,其重叠应不小于0.1m,当重叠小于0.1m时可用椭圆或圆形补丁补上,补丁在切除的各个方向上应扩展大于0.2m。
土工膜应避免十字搭接,采用丁字交错焊接形式;横向焊缝间错位应大于或等于500mm×500mm,并采用300×300mm母材修补。
上一篇:
土工膜搭接时使用ks胶粘接方法介绍 下一篇:
糙面土工膜被广泛应用的原因